服务热线:189-0544-6006
服务热线:189-0544-6006

企业名称:山东伟峰空调设备有限公司
联系人:李经理
电话:0534-8126056
手机:18905446006
传真:8126056
邮箱:986074649@qq.com
网址:www.dswfkt.com
地址:山东省德州市武城县鲁权屯中央空调科技创业园
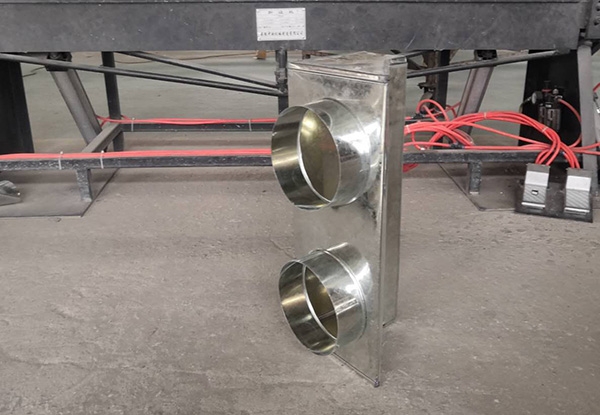
镀锌风管拼装要求在固定地址拼装,拼装场地要平整,干净整洁。拼装镀锌风管区域垫好木板、地毯等防护用品。 拼装镀锌风管过程中,轻拿轻放防止镀锌风管表面呈现划伤。翻边铆接:镀锌风管板厚小于或等于1.2mm且镀锌风管长边尺寸小于等于2000mm的镀锌风管,与角钢法兰衔接宜采用翻边铆接。铆接部位应在法兰外侧。镀锌风管的翻边应紧贴法兰,翻边宽度均匀且不该小于6mm。铆接应结实,无脱铆和漏铆。铆钉间距100~150mm,且数量不少于4个。翻边运用的东西必须为木制榔头及木制打板,避免破坏镀锌层。镀锌风管加固:为防止矩形镀锌风管变形和削减系统运转时管壁振动而产生噪声需进行镀锌风管加固。
镀锌风管楞筋或楞线的加固,排列应规则,距离均匀,表面不该有显着的变形,角钢加固筋的加固,应排列规整、均匀对称,其高度应小于或等于镀锌风管的法兰宽度。加固筋与镀锌风管价格的铆接应结实、距离均匀,不大于220 mm。两相交处衔接称一体,管内支撑与镀锌风管的固定应结实,各支撑点之间或与镀锌风管的边缘或法兰的间距应均匀,不大于950 mm。
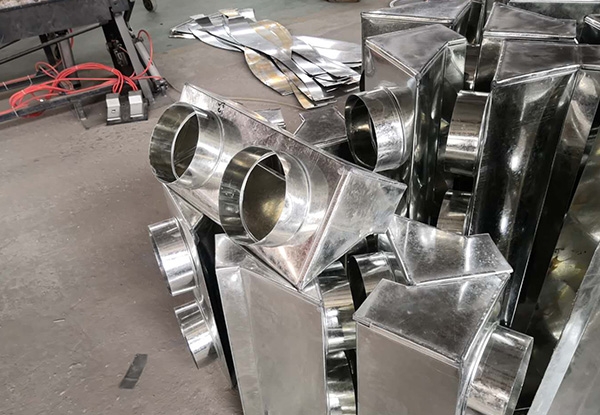
镀锌风管厂家端口为切割面时,在装配法兰衔接件前应将管端切口面用胶带或胶液进行封堵,才干防止玻璃纤维显露和飞散。非法兰衔接的镀锌风管笔直设备的支撑件制作与设备的方法。镀锌风管在整个运用寿数周期内,首先发生的腐蚀是表面镀锌层的氧化,生成白锈。时刻稍长今后,表面的白锈进一步在湿润的空气中与二氧化碳等杂质气体反响,生成黑斑。

本文由 镀锌风管 整理,转载请注明:http://www.dswfkt.com